
在精密制造领域,人们普遍存在一种误解,认为“密度越高=刚性越强=精度越高”。然而,花岗岩基材的密度仅为2.6-2.8克/立方厘米(铸铁为7.86克/立方厘米),却实现了微米级甚至纳米级的精度。这种看似“反直觉”的现象背后,蕴藏着矿物学、力学和加工技术之间的深刻协同作用。以下将从四个主要维度分析其科学原理。
1. 密度≠刚度:材料结构的决定性作用
花岗岩的“天然蜂窝状”晶体结构
花岗岩由石英(SiO₂)和长石(KAlSi₃O₈)等矿物晶体组成,这些晶体通过离子键/共价键紧密结合,形成互锁的蜂窝状结构。这种结构赋予了花岗岩独特的属性:

其抗压强度与铸铁相当:达到 100-200 MPa(灰铸铁为 100-250 MPa),但弹性模量较低(70-100 gPa,而铸铁为 160-200 gPa),这意味着它在受力时不太可能发生塑性变形。
自然释放内应力:花岗岩经过数亿年的地质作用,内部残余应力接近于零。而铸铁在冷却过程中(冷却速率>50℃/s)会产生高达50-100MPa的内应力,需要通过人工退火消除。若退火处理不彻底,长期使用过程中容易发生变形。
2. 铸铁的“多缺陷”金属结构
铸铁是铁碳合金,其内部存在片状石墨、气孔和缩孔等缺陷。
石墨碎片基体:片状石墨相当于内部的“微裂纹”,导致铸铁实际承载面积减少30%~50%。虽然抗压强度高,但抗弯强度低(仅为抗压强度的1/5~1/10),且易因局部应力集中而开裂。
密度高但质量分布不均:铸铁含碳量为2%至4%。铸造过程中,碳元素的偏析会导致密度波动±3%,而花岗岩的矿物分布均匀度超过95%,从而保证了结构的稳定性。
其次,低密度带来的精度优势:双重抑制热量和振动
热变形控制的“固有优势”
热膨胀系数差异很大:花岗岩的热膨胀系数为 0.6-5×10⁻⁶/℃,而铸铁的热膨胀系数为 10-12×10⁻⁶/℃。以 10 米长的底座为例,当温度变化 10℃ 时:
花岗岩的热胀冷缩系数:0.06-0.5毫米
铸铁膨胀和收缩:1-1.2毫米
这种差异使得花岗岩在精确控制温度的环境(例如半导体车间±0.5℃)中几乎“零变形”,而铸铁则需要额外的热补偿系统。
导热系数差异:花岗岩的导热系数为2-3W/(m·K),仅为铸铁(50-80W/(m·K))的1/20-1/30。在设备发热情况下(例如电机温度达到60℃时),花岗岩的表面温度梯度小于0.5℃/m,而铸铁的表面温度梯度可达5-8℃/m,导致局部膨胀不均匀,影响导轨的直线度。
2. 振动抑制的“自然阻尼”效应
内部晶界能量耗散机制:花岗岩晶体间的微裂纹和晶界滑移能够快速耗散振动能量,阻尼比为0.3~0.5(而铸铁的阻尼比仅为0.05~0.1)。实验表明,在100Hz振动频率下:
花岗岩振幅衰减至10%需要0.1秒。
铸铁需要 0.8 秒
这种差异使得花岗岩能够在高速移动设备(例如涂层头的 2 米/秒扫描)中立即稳定下来,避免出现“振动痕迹”的缺陷。
惯性质量的反作用:低密度意味着相同体积内的质量更小,运动部件的惯性力(F=ma)和动量(p=mv)也更小。例如,当一个10米长的花岗岩龙门架(重12吨)与一个铸铁龙门架(重20吨)相比,在1.5G加速度下所需的驱动力降低了40%,启停冲击减小,定位精度也进一步提高。

三、加工技术在“密度无关”精度方面取得突破
1. 对超精密加工的适应性
研磨和抛光的“晶体级”控制:花岗岩的硬度(莫氏硬度6-7)虽然高于铸铁(莫氏硬度4-5),但其矿物结构均匀,可通过金刚石磨料+磁流变抛光实现原子级去除(单次抛光厚度<10nm),表面粗糙度Ra可达0.02μm(镜面级)。然而,由于铸铁中存在石墨软颗粒,研磨过程中容易出现“犁沟效应”,表面粗糙度难以低于Ra 0.8μm。
数控加工的“低应力”优势:加工花岗岩时,由于其密度低、弹性模量小,切削力仅为铸铁的1/3,因此可以实现更高的转速(10万转/分钟)和进给速度(5000毫米/分钟),从而降低刀具磨损,提高加工效率。某五轴加工案例表明,花岗岩导轨槽的加工时间比铸铁缩短了25%,同时加工精度提高至±2微米。
2. 装配误差“累积效应”的差异
减轻部件重量的连锁反应:电机和导轨等部件与低密度底座配合使用,可以同时减轻重量。例如,当直线电机的功率降低 30% 时,其发热量和振动也会相应减少,从而形成“提高精度 - 降低能耗”的良性循环。
长期精度保持:花岗岩的耐腐蚀性是铸铁的15倍(石英耐酸碱腐蚀)。在半导体酸雾环境下,使用10年后表面粗糙度变化小于0.02μm,而铸铁每年都需要研磨和修复,累积误差可达±20μm。
四、工业证据:低密度≠低性能的最佳例证
半导体测试设备
某晶圆检测平台对比数据:
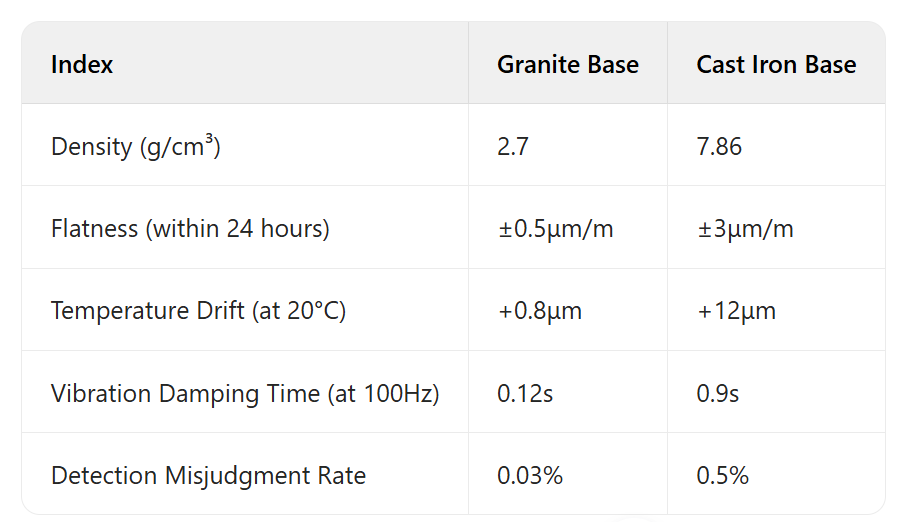
2. 精密光学仪器
美国宇航局詹姆斯·韦伯太空望远镜的红外探测器支架由花岗岩制成。正是利用花岗岩的低密度(减少卫星有效载荷)和低热膨胀系数(在-270℃的超低温下稳定),才确保了纳米级的光学对准精度,同时消除了铸铁在低温下变脆的风险。
结论:材料科学领域的“反常识”创新
花岗岩基材的精密优势本质上在于其材料逻辑上的“结构均匀性>密度,热冲击稳定性>简单刚性”。其低密度不仅没有成为弱点,反而通过降低惯性、优化热控制、适应超精密加工等措施,实现了精度的飞跃。这一现象揭示了精密制造的核心规律:材料性能是多维参数综合平衡的结果,而非单一指标的简单叠加。随着纳米技术和绿色制造的发展,低密度、高性能的花岗岩材料正在重新定义工业界对“重”与“轻”、“刚”与“软”的认知,为高端制造开辟了新的道路。

发布时间:2025年5月19日